Surface Cleaning in the Hot-Dip Galvanizing Process
Surface cleaning is a critical preparation step where the metal is freed from oil, grease, rust, oxide layers, and other contaminants. These steps ensure uniform zinc adhesion and directly impact the coating’s durability. The main steps are:
1. Degreasing Bath
Incoming materials are chemically pre-cleaned before galvanizing to remove any oils, rust, and dirt. In this step, we use a chemical called Degresant II to remove any machining oils or handling residues from your materials.
- Acid Bath
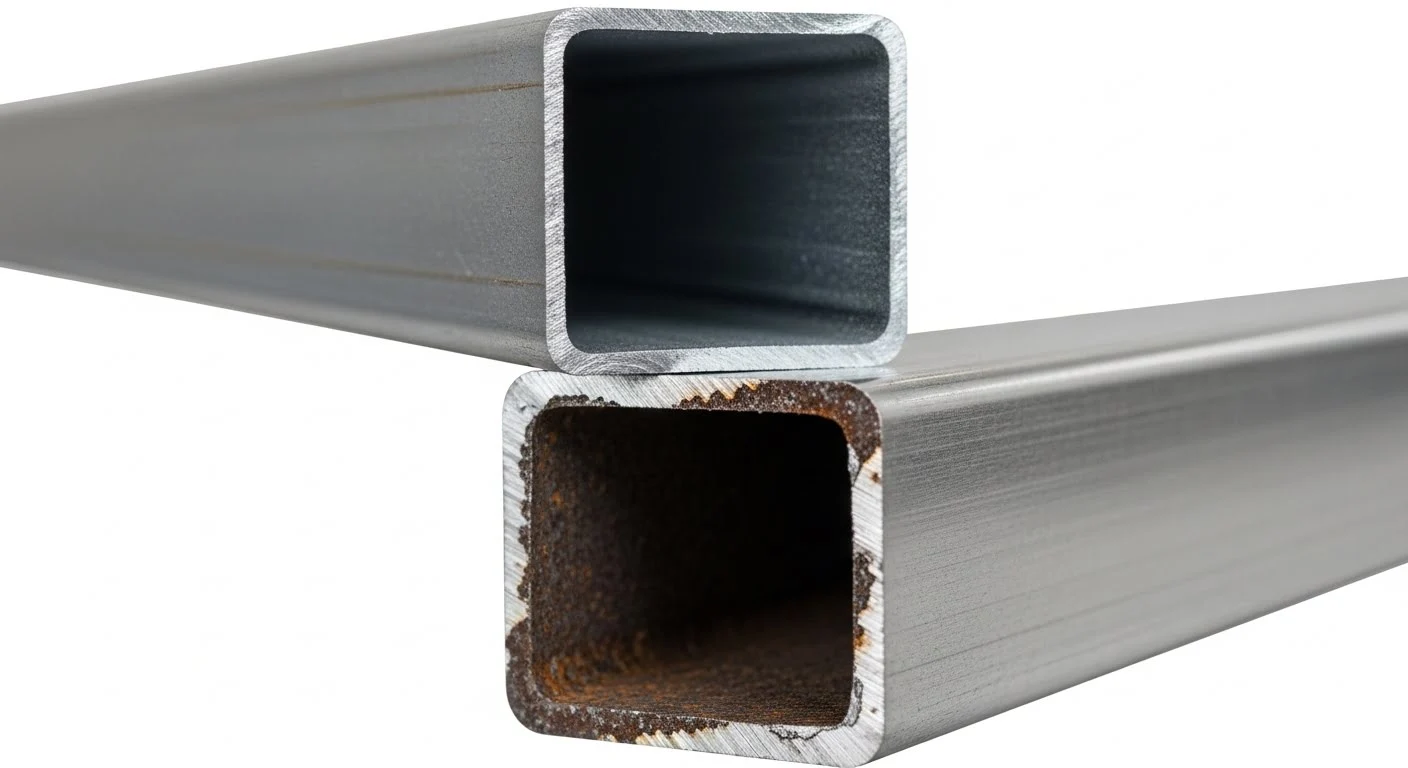
Each galvanizing plant has its own HCl acid bath setup. At IES Galvanizing, we leverage over half a century of experience to establish stronger and longer-lasting baths. In this step, oxides and scale are removed to provide a surface suitable for galvanizing.
- Rinsing Bath
Materials are rinsed with water to prevent residues from Degresant II from lowering the acidity of the subsequent HCl (hydrochloric acid) bath.
- Flux Bath
Before immersion in the molten zinc bath, a flux coating is applied to allow faster and more uniform chemical interaction between zinc and the metal surface.
- Drying
After the flux bath, materials must be dried before being dipped into the galvanizing furnace.
- Galvanizing
Materials that have passed surface cleaning are dipped into a molten zinc bath at approximately 450°C. Chemical reactions between molten zinc and iron/steel create zinc-iron alloy layers. These layers protect the material from oxidation and extend its service life.
- Cooling
Depending on the material type and thickness, items are cooled in a water bath to accelerate workflow and stabilize the zinc coating.
- Quality Control
The process concludes with inspection of coating thickness and surface condition to ensure compliance with specifications. Electronic gauges are used to provide fast and accurate measurement results.