Surface Preparation in Hot-Dip Galvanizing
The surface cleaning of metal from oil, grease, rust, oxides, and other contaminants is a critical preparation step. This ensures uniform zinc adhesion and directly affects coating durability. The main steps are:
- Degreasing BathIncoming materials are chemically cleaned before galvanizing. Using Degresant II, all oils and residues from handling are removed.
- Acid BathEach galvanizing plant has its own HCl acid bath setup. At IES Galvanizing, our decades of experience allow us to create stronger, longer-lasting baths. Oxides and scale are removed to provide a surface ready for galvanizing.
- Rinsing BathMaterials are rinsed with water to prevent the Degresant II residues from affecting the acid bath’s effectiveness.
- Flux BathBefore immersion in molten zinc, a flux coating is applied to allow rapid and uniform chemical bonding between the zinc and metal surface.
- DryingAfter the flux bath, materials are dried before entering the galvanizing furnace.
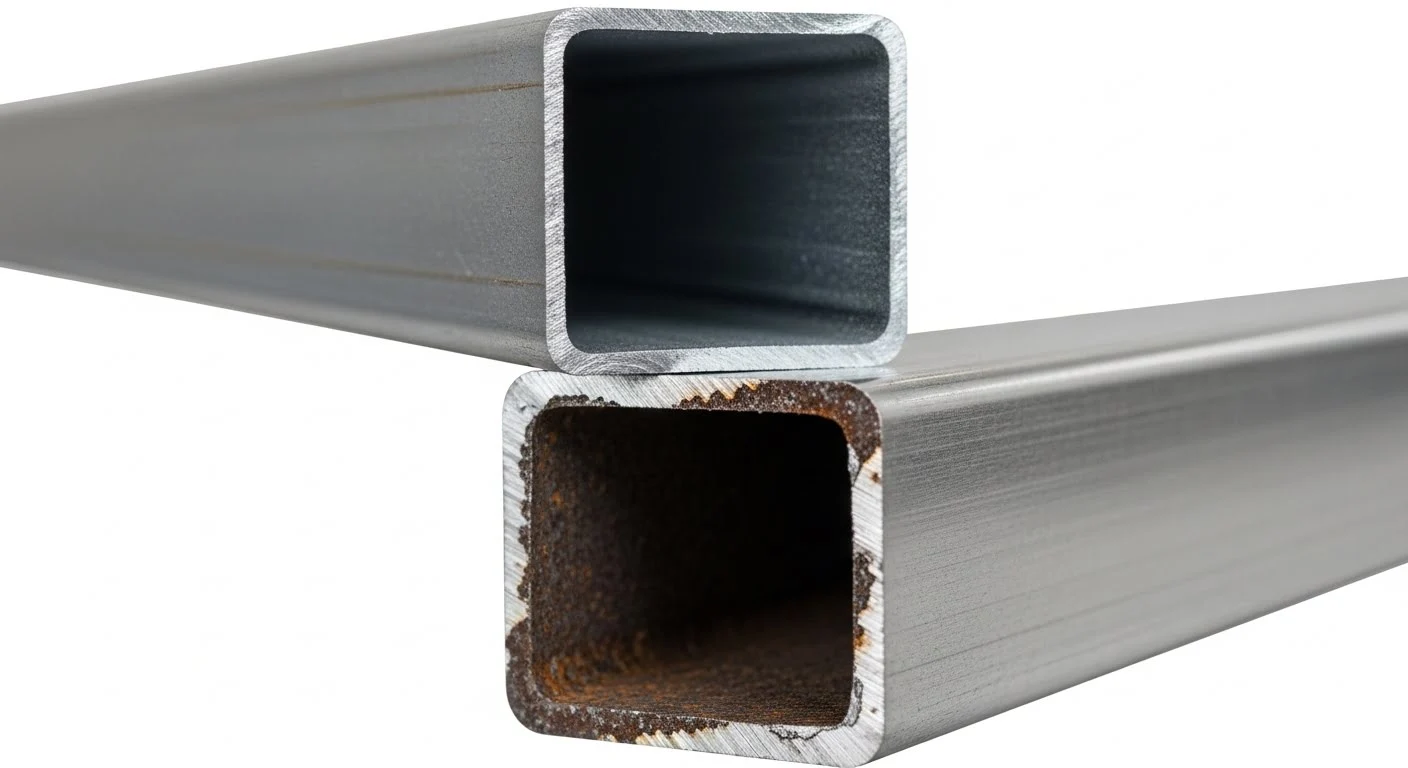
- GalvanizingCleaned materials are dipped into molten zinc at approximately 450°C. Chemical reactions between zinc and iron form zinc-iron alloy layers, significantly increasing corrosion resistance.
- CoolingAfter galvanizing, materials are cooled in water baths to stabilize the zinc coating. Cooling time is adjusted according to material type and thickness.
- Quality ControlCoating thickness and surface finish are checked against specifications using electronic gauges to ensure proper and safe completion of the process.