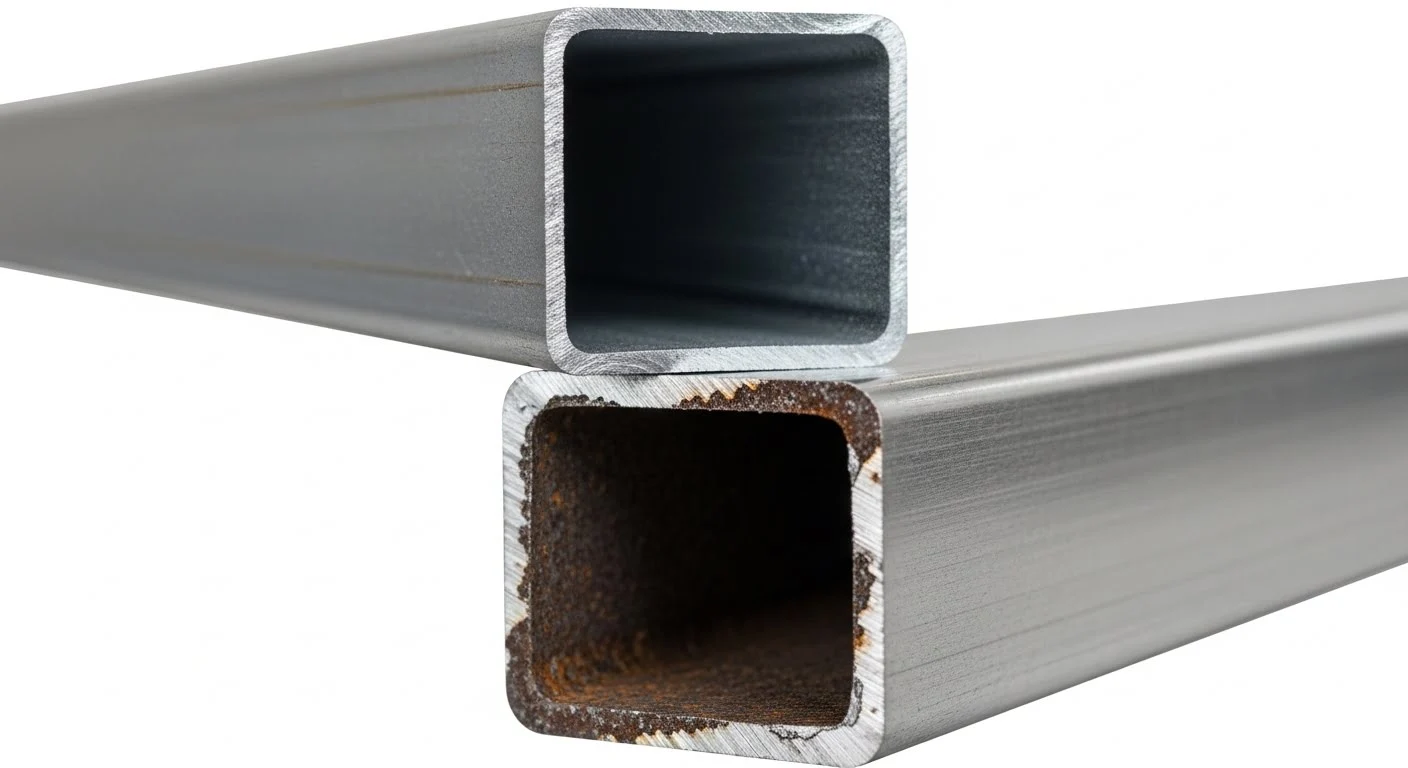
About 4% of the steel produced worldwide each year is destroyed by corrosion (rusting) shortly after it is put into use. From power transmission lines to highway barriers, from massive bridges to stadium roofs, the steel on which modern civilization is built tends to turn to “iron oxide” (rust), its most stable form. This inevitable law of nature returns to the global economy in the form of billions of dollars in maintenance, repair and replacement costs.
So how can we strengthen this weakness of steel? The answer lies in a method that has been known for centuries but whose technology is constantly evolving: Hot Dip Galvanizing (SDG).
1. What is Hot Dip Galvanizing (SDG)?
Hot Dip Galvanizing is the process of forming a corrosion resistant coating on the surface of iron or steel materials by immersing them in a molten zinc bath at a temperature of approximately 450°C.
But it would be a big mistake to describe this process as a simple “painting” or “surface coating”. Paint is a physical coating that adheres to the metal; galvanizing is a metallurgical bond formed by the reaction between steel and zinc.
Why Zinc?
Zinc is a more “active” metal in nature than iron. However, when it comes into contact with oxygen, it does not disintegrate and rust like iron; on the contrary, it locks itself by forming a very dense and hard oxide layer on its surface. This makes it an excellent preservative for steel.
This process, named after the electrical principles discovered by Italian physicist Luigi Galvani in the 18th century, has now become an industrial discipline with the TS EN ISO 1461 standard.
2. The Triple Protection Mechanism of Galvanizing
The main feature that distinguishes hot-dip galvanizing from all other coating methods (paint, spray, electroplating) is its three-stage defense system against corrosion.
A. Barrier Protection (Armor Effect)
The zinc layer formed on the steel surface as a result of the galvanizing process physically cuts off the contact of the metal with the atmosphere (air, water, moisture). This layer does not peel, blister or flake because it metallurgically penetrates the steel. Rust cannot form where water and oxygen cannot reach the steel.
B. Cathodic Protection (Sacrificial Anode Principle)
Herein lies the greatest miracle of galvanizing. Imagine a painted pole; when a stone hits it or it is scratched during installation, the paint lifts and the underlying steel is exposed. The rust starts from this point and walks under the paint, rotting the entire pole.
Galvanized steel is different. Even if the coating is deeply scratched and the steel is exposed, the zinc around the scratch is electrochemically activated. Because zinc has a more negative potential than iron, it “sacrifices itself” (sacrificial anode) and continues to protect the steel that is oxidized and exposed. This prevents “underfilm corrosion” in galvanized materials.
C. Patina Formation
When the galvanized surface comes into contact with air, the reactions continue over time:
- First, Zinc Oxideis formed.
- Combines with moisture to form Zinc Hydroxide.
- Finally, it reacts with carbon dioxide in the air to form a layer of Zinc Carbonate (Patina).
This dull gray patina layer is insoluble in water and extremely stable. It slows the melting rate of the underlying fresh zinc, extending the life of the coating by decades.
3. Step-by-Step Galvanizing Process
A quality galvanized coating begins long before the material enters the zinc pool.
Stage 1: Degreasing
Cutting fluids, grease and machine oils are present on steel from production. An oily surface cannot be cleaned with acid and will not hold galvanizing. For this reason, the material is immersed in alkaline baths to remove all grease and dirt.
Stage 2: Pickling
The rust and scale (oxide layer formed during manufacturing) on the surface of the degreased steel are completely removed in Hydrochloric Acid (HCl) baths. This process results in a pure metal surface called “Virgin Steel.”
Step 3: Rinsing
Acid residues on the material are removed in a water bath. This step is important to maintain the chemical balance of the flux bath in the next step.
Stage 4: Fluxing
The material is immersed in a solution of Zinc Ammonium Chloride to prevent the steel from re-oxidizing in contact with air and to ensure a perfect reaction with the zinc. The flux acts as a kind of “solder water”.
Step 5: Drying
Fluxed material is dried in hot air tunnels. This process prevents wet material from entering the zinc pool (which causes zinc explosion) and saves energy.
Step 6: Galvanizing (Hot Dipping)
This is the heart of the process. The material is immersed in a bath of molten pure zinc (99.995% Zn) at 450°C (±5°C). As the steel heats up, iron and zinc atoms diffuse into each other on the surface. During this process, alloy layers of different hardness are formed from the outside to the inside:
- Gamma Layer:75% Zinc, 25% Iron (Very hard)
- Delta Layer:90% Zinc, 10% Iron
- Zeta Layer:94% Zinc, 6% Iron
- Eta Layer:100% Pure Zinc (Outermost surface)
Stage 7: Cooling and Quality Control
The material removed from the pool is cooled with air or water. Then our quality control team makes the product ready for shipment by performing coating thickness (micron), adhesion test and visual inspection.
4. Why Hot Dip Galvanized? 7 Critical Advantages
Why do engineers and investors require galvanized steel in their projects?
- Unmatched Lifespan (50-80 Years):Provides maintenance-free protection for up to 80 years in rural areas and 30-50 years in heavy industrial or seaside areas.
- Integral Coating (Internal Surface Protection): With IES Galvaniz’s dipping method, not only the exterior but also the internal surfaces of pipe poles, box profiles or tanks are coated. Liquid zinc reaches places where the spray gun cannot reach.
- Impact and Friction Resistance:The iron-zinc alloy layers formed during the galvanizing process are harder than the steel itself (close to diamond hardness). This feature increases the impact resistance of the material during transportation and site assembly.
- Economics (Life-Cycle Cost): Galvanizing competes with paint in terms of initial investment cost. However, considering that paint needs to be renewed every 10-15 years, galvanization is by far the cheapest solution in terms of lifetime cost.
- Speed and Ease of Application: Painting requires drying time between coats and takes days. Galvanizing is completed in a few hours. IES Galvanizing’s capacity of 120.000 tons adds speed to your projects.
- Environmentally Friendly: Zinc is a natural element and galvanized steel is 100% recyclable. It has a low carbon footprint because it requires no maintenance.
- Reliability: Galvanizing is an industrial process with clear standards (ISO 1461). Coating thickness is standardized at every point, minimizing the risk of “master error” or “thin spots” as in paint.

What is Hot Dip Galvanizing? 50 Years of Protection Shield Against Corrosion
5. IES Galvanized Difference: 14 Meter Galvanizing Boiler and Single Dipping
There are many galvanizing plants in Turkey. However, the most important technical feature that makes İES Galvaniz the leader of the sector is Box Size.
Our facility has a giant galvanized pool 14 meters long, 1.8 meters deep and 3.2 meters wide.
Single Immersion vs. Double Immersion
Companies with 7-8 meter pools in the market use the “Double Dip” method to cover a 12 meter lighting pole. First one half of the pole is immersed, then the other half.
- Risk:This method leaves an unsightly joint in the center of the pole. Worse, since the pole is heated twice, there is an increased risk of warping due to thermal stress. Coating thickness may be uneven at the joint.
IES Galvanizing Advantage:We coat parts up to 13-14 meters in length in one go (Single Dip). The result is a perfect product that is homogeneous, smooth, without seam marks and with preserved structural integrity from start to finish.
6. Galvanized and Industrial Paint Comparison
Which method should you choose? Here is a brief comparison:
| Feature | Hot Dip Galvanized | Industrial Paint / Epoxy |
| Link Structure | Metallurgical (Alloy) | Physical (Surface adhesion) |
| Scratch Resistance | High (Self-repairs) | Low (Pass walks) |
| Inner Surface Protection | 100% Full Protection | Not possible / Very difficult |
| Need for Care | None (50+ Years) | Periodic (10-15 Years) |
| Application Period | Fast (Several hours) | Slow (Weather dependent) |
7. Sectoral Application Areas
Hot-dip galvanizingis used in all aspects of life:
- Energy:High voltage lines, substations, distribution poles (Pipe and A type).
- Transportation: Highways(Road barriers), bridge railings, traffic sign posts, railway catenary systems.
- Solar Energy (SPP):Bearing constructions of land-type solar power plants.
- Construction: Steel structures, building frames, reinforcements in concrete, facade systems.
- Agriculture: Greenhouse constructions, feeders, silos.
- City Furniture: Lighting poles, flagpoles, benches, trash cans.
8. For Engineers: Galvanized Design Tips
For a flawless galvanizing quality, some rules must be observed during the production phase of the material.
A. Ventilation and Drainage Holes
Hot dip galvanizing is a liquid process. In order for zinc to enter closed volumes (pipe, box profile), air must escape.
- Golden Rule:“If the air doesn’t come out, the zinc doesn’t go in.”
- Closed materials without holes of the appropriate diameter can explode at 450°C due to expanding air inside. This is both life-threatening and spoils the material.
B. Steel Chemistry (Sandelin Curve)
The chemical composition of steel, especially the proportions of Silicon (Si) and Phosphorus (P), affect the thickness and gloss of the coating.
- When the Si content is between 0.03% and 0.12% (Sandelin Zone), the reaction is very fast and the coating can be thick, dull and brittle. IES Galvaniz advises its customers on the right choice of steel.
C. Surface Cleaning
Paint, varnish, welding slag or heavy greases cannot be removed with acid. Manufacturers are required to mechanically remove such dirt before galvanizing. Otherwise, a “black spot” (uncoated area) is formed in those areas.
9. Frequently Asked Questions (FAQ)
- Can galvanized steel be painted?
Yes. This is called the Duplex System. It combines both the protection of galvanizing and the aesthetic color (RAL code) of paint. However, the fresh galvanized surface is slippery; the surface needs to be slightly roughened (sweep blasting) for the paint to adhere.
- Can you weld galvanized pipe?
It can be done, but the welding heat burns the zinc in that area and loses its protective properties. After welding, that area must be repaired with “cold galvanizing spray” or zinc maintenance paints. It is best to galvanize after the welding is finished.
- What is White Rust?
If freshly galvanized materials are stored on top of each other in the rain or in a humid environment without air, a white dusty layer forms on the surface. This is Zinc Oxide. It is usually superficial and does not end the life of the coating. It passes when ventilated.
Don’t Rust the Future
Steel is strong, but galvanization immortalizes it. Don’t leave corrosion risk to chance for the sustainability, safety and economy of your projects.
İES Galvaniz is ready to add value to your steel with its 14 meter giant galvanizing boiler, superior technology and expert engineers. Whether it is a single pole or a substation project of thousands of tons; we are at your side with our uncompromising approach to quality.